Stroje za preoblikovanje kablov lahko na splošno razdelimo na dve vrsti: stroje za preoblikovanje kablov v kletkah in visokohitrostne stroje za preoblikovanje kablov v kletke. Med njimi se visokohitrostni stroj za preoblikovanje kablov v kletke uporablja za navijanje aluminijastih vpredenih žic z bakrenim jedrom in golih aluminijastih žic. Medtem se lahko uporablja tudi za preoblikovanje plastičnih napajalnih kablov, kablov z gumijastim plaščem in drugih izdelkov.
Uvod v stroje za polaganje kablov
Stroje za polaganje kablov lahko na splošno razdelimo na dve vrsti: stroje za polaganje kablov v kletkah in stroje za polaganje kablov v kletkah za visoke hitrosti. Med njimi se visokohitrostni stroj za polaganje kablov v kletki uporablja za zvijanje aluminijastih vpredenih žic, prevlečenih z bakrom, in golih aluminijastih žic ter se lahko uporablja tudi za polaganje plastičnih napajalnih kablov z gumijastim plaščem kabli in drugi izdelki.
Uporaba strojev za polaganje kablov
Ta serija izdelkov je primerna za večžilne gumijaste kable, gumijaste kable, signalne kable, plastične napajalne kable, zamrežene kable, telefonske kable, krmilne kable itd. z različnimi prerezi za proizvajalce kablov.
Značilnosti strojev za polaganje kablov
Ta serija strojev za polaganje kablov je bistvena oprema za proizvodnjo kablov. Oprema ima široko paleto vrst in popolnih specifikacij ter je široko uporabna. Uporabniki lahko izberejo ustrezno opremo za polaganje kablov glede na potrebe lastnih proizvodnih izdelkov. Oprema ima funkcije obratnega zvijanja in ne-obratnega zvijanja. Metode vzvratnega zvijanja vključujejo vzvratno zvijanje obroča z vzvratnim sukanjem, vzvratno zvijanje planetnega zobnika in vzvratno zvijanje zobnika. Forme predsukanja delimo na ročno predsukanje in električno predsukanje. Vpenjanje kolutov žice delimo na ročno vpenjanje in električno vpenjanje. Prevleke delimo na gredne in brezgredne oblike.
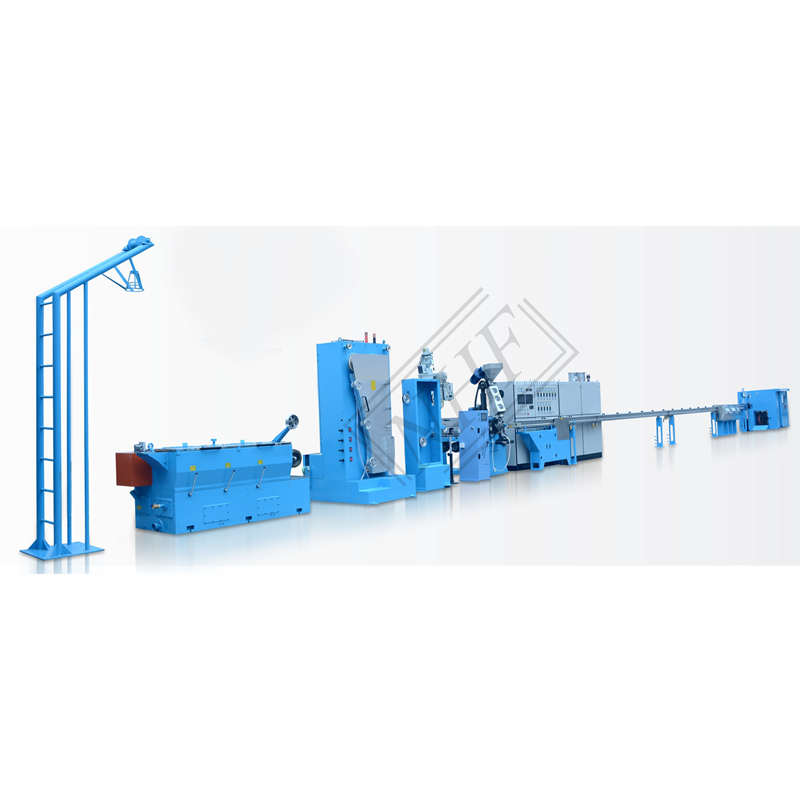
Sestava opreme
Izplačilno stojalo, telo kletke za nasedanje, držalo žične matrice, stroj za lepljenje, stroj za armiranje, števec dolžine, vlečna naprava, stojalo za prevzem in polaganje, prenosni sistem in električni sistem.
Glavni tehnični parametri
- Prerez polaganja kabla
- Hitrost vrtenja kletke
- Korak polaganja kabla
- Hitrost vrtenja lepilne glave
- Lapping korak
- Premer vlečnega kolesa
- Hitrost izhodne žice
Vrste strojev za polaganje kablov
Oprema, ki se uporablja za polaganje kablov, to je oprema, ki zvija izolirane žične žile skupaj in izvaja polnjenje in lepljenje, se imenuje stroj za polaganje kablov. Stroji za polaganje kablov so razdeljeni na navadne in bobnaste. Običajni stroji za polaganje kablov vključujejo kletko in boben, hitrost polaganja kablov pa je običajno pod 10 m/min. Veliki stroji za polaganje kablov so izdelani v obliki bobna in lahko izvajajo polaganje trižilnih, štirižilnih in petžilnih kablov. Na primer, stroji za polaganje kablov 1 + 3/1600 in 1 + 3/2400, 1 + 4/1600, 1 + 4/2400, največji izplačni koluti pa so 1600 mm oziroma 2400 mm. Srednji in majhni stroji za polaganje kablov so narejeni v obliki kletke, del za navijanje pa je kot kletka za navijanje stroja za navijanje žice s specifikacijami in oblikami, kot sta 1 + 6/1000 in 1 + 6/400. Stroj za polaganje kablov na bobnu je razmeroma nova oprema za polaganje kablov z visoko proizvodno učinkovitostjo in hitrostjo na splošno nad 30 m/min. Ima širok spekter uporabe in se lahko uporablja za polaganje različnih napajalnih kablov, kot tudi za navijanje komunikacijskih kablov, krmilnih kablov in razcepnih vodnikov ultravisokonapetostnih kablov velikega preseka.
Uporaba frekvenčnih pretvornikov v strojih za polaganje kablov
Izplačilni sistem
Odplačilni regal je sestavljen iz 12 pasivnih odplačilnih enot. Izplačilna napetost nastane zaradi trenja jeklenega traku ob vrtljivo gred izplačilnega koluta, da se realizira pasivna napetost izplačila žice.
Vlečni sistem
Večžilne žice in tlačni valji za jermen se uporabljajo za vleko, da se realizira nastavitev hitrosti sistema in referenčna hitrost sistema. Frekvenčni pretvornik posreduje efektivno vrednost hitrosti PLC-ju prek komunikacijskega vmesnika RS485. Ko PLC obdela podatke nasedljivega loka in gonilnika stroja za navijanje, podatke posreduje gonilniku navijalnega loka in navijalnega stroja prek vmesnika RS485.
Plesalka
Napetost žice se nastavi z nastavitvijo protiuteži žice, ki poteka skozi vodilno kolo žice, ali nastavitvijo zračnega tlaka zračnega cilindra. Med postopkom navijanja navijalnega stroja se sprememba položaja plesalca pošlje PLC-ju, da prilagodi spremembo navalne hitrosti navijalnega stroja, ki jo povzroči sprememba premera navitja, tako da za uresničitev konstantne linearne hitrosti in konstantnega nadzora napetosti navitja.
Čas objave: 28. nov. 2024